 |
|
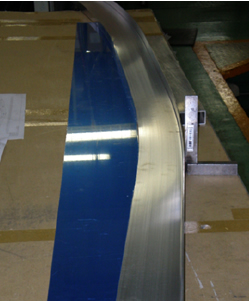
アール曲げ加工は、形材の断面形状と密接な関係にあります。形材の断面形状は、品質、コストの面に多大な影響をもたらし、商品化可否に関わります。商品の開発段階から参加させて頂く事で形材断面の最適化をご提案致します。 |
 |
 |
|
新幹線の座席背板の芯材には、アルミ形材のアール曲げ加工品が使われています。アルミ合金で7000系の材料は、強度が高く、時効硬化が大きい為、難加工材と呼ばれています。この材料で熱処理硬化後に曲げを現状行っています。 |
 |
 |
 |
|
上図は、構造材のフレームです。A6N01-T5という熱処理後の硬い材質を曲げています。 |
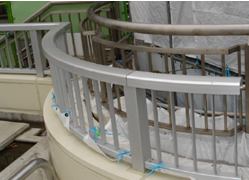
上図は、高欄手摺の笠木です。 |
 |
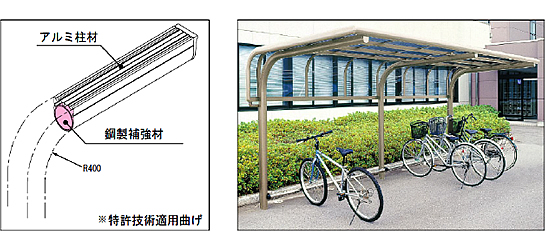 |
サイクルポートの柱は、芯の部分が鋼管、外表面がアルミ形材からできています。アルミ単体に留まらずスチールや樹脂の組合せなど多岐にわたる高精度な曲げの実績があります。この経験を活かしたモノづくり、ご提案で喜んでもらうことこそが、私たちのめざす所です。 |
 |
「従来、R1000以上だった部分を小径化して、スペース活用・デザイン性を良くしたい」というご要望に応えました! |
 |
 |
1品生産から量産加工まで、お客様の様々な目的・要望に合せて、ベストなモノづくりの方法をご提案・実行することで、お客様と共に進化し続けることが私たちの願いです。 |
 |
 |
||
 |
 |
|
 |
||
品質、納期に対応し、多工程持ちに欠くことのできない曲げ及び周辺設備の内製化事例。 |
部品取付面と取付部品の取出し口蓋位置が、連動しポカヨケになっている作業台事例。 |
|